Explore our elite selection of customizable tubes, airtight bottles, and specialized pharmaceutical & cosmetic packaging designed for global logistics.







In the highly competitive sectors of advanced cosmetics, medical-grade formulations, and industrial adhesives, packaging is not merely a container; it is a critical component of product efficacy, safety, and brand value. At Hangzhou Ariqa Fashion Co., Ltd., we operate as a professional China skincare packaging manufacturer and global supplier, specializing in high-performance cosmetic containers, beauty packaging, and engineered customized packaging solutions for skincare, personal care, and specialized chemical brands worldwide. With a strong focus on technical innovation, strict quality assurance, and precise brand presentation, we empower global enterprises to create packaging that safeguards formulation integrity, enhances shelf-life, and optimizes end-user precision.
Modern cosmetic chemistry and industrial adhesives share a common challenge: extreme susceptibility to atmospheric moisture, oxygen degradation, and chemical volatilization. A standard container is insufficient for maintaining the performance of active compounds, lash glues, medical-grade skin-bonding agents, and advanced serums. Our custom-designed packaging configurations integrate advanced barrier sciences with high-end aesthetic designs. This ensures that whether you are distributing a luxury hyaluronic serum, a complex peptide blend, or a fast-curing cosmetic adhesive, your product remains structurally stable and chemically active from the factory floor to the consumer's hands.
Procurement departments in multinational beauty conglomerates and industrial adhesive companies face increasingly stringent supply chain, regulatory, and mechanical challenges. The global demand for high-integrity packaging is driven by three key macroeconomic forces: formulation complexity, rigorous sustainability targets, and the imperative for cross-border logistics resilience.
As skincare brands introduce increasingly active cosmeceuticals—such as high-concentration Vitamin C, retinol, and peptide compounds—and adhesive companies advance clean-chemistry cyanoacrylates, packaging reactivity must be completely eliminated. Traditional plastic containers can leach plasticizers or allow micro-leakage of moisture, which acts as a catalyst for premature polymerisation or degradation. Enterprise-grade procurement requires inert raw materials (medical-grade Borosilicate glass, fluorinated HDPE, and high-barrier PP) that prevent cross-contamination.
Products shipped across global trade lanes encounter extreme temperature differentials, low air pressure environments in cargo holds, and varying humidity levels. These fluctuations test the mechanical seals of airless containers, pouches, and tubes. Our specialized manufacturing processes integrate vacuum leak testing, high-impact drop tests, and climate-chamber aging validation to ensure zero seal failure, preventing costly product recalls and brand damage.
Enterprise buyers are bound by corporate sustainability mandates to reduce virgin plastic usage. Global brands require suppliers to provide certified Post-Consumer Recycled (PCR) plastics, ocean-bound plastic options, and compostable raw materials without compromising barrier efficiency. Hangzhou Ariqa Fashion Co., Ltd. addresses this with a fully traceable PCR supply chain and compostable Kraft options that meet both ASTM D6400 and EN 13432 standards.
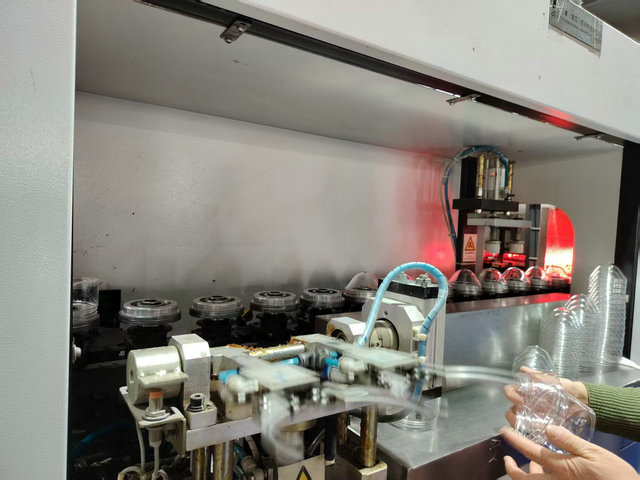
Ariqa Fashion operates state-of-the-art production lines to deliver unparalleled scale, agility, and quality control.
To achieve the status of a trusted adhesive packaging supplier, our technical departments continuously iterate on material formulations and functional mechanics. The structural design of our packaging line is optimized to combat the specific failure points of sensitive skincare and industrial adhesive mixtures.
For flexible packaging like face mask bags and laminated stand-up pouches, we deploy advanced co-extrusion technology. By sandwiching a high-barrier layer of Ethylene Vinyl Alcohol (EVOH) or Aluminum foil between protective polyethylene (PE) layers, we achieve a water vapor transmission rate (WVTR) and oxygen transmission rate (OTR) close to zero. This technology is critical for cosmetic adhesive packaging to prevent moisture from initiating cure cycles inside the tube.
Traditional lotion pumps rely on metal springs that can react with acidic skincare formulas, resulting in discoloration and formula breakdown. Our airless pump systems feature a completely metal-free fluid pathway, utilizing plastic bellows to actuate the product. Furthermore, the piston-driven vacuum mechanism wipes the inner cylinder clean as the product is dispensed, leaving less than 2% residue while preventing external air from entering the chamber.
As an alternative to rigid plastics, we have developed biodegradable Kraft paper tube systems. Internally, these tubes are lined with plant-based PLA or high-barrier aluminum laminate, ensuring they can safely contain oil-based cosmetic sticks, creams, or dry active powders. This provides brands with a highly tangible, organic aesthetic that resonates with environmentally conscious consumers.
A packaging solution must perform mechanically, but it must also communicate the brand's identity instantly on retail shelves. Our experienced design and engineering teams work in close alignment with customer product developers to guide each concept through a rigorous, multi-stage commercialization pipeline:
Serving both emerging indie brands and established multinational companies, we provide highly flexible manufacturing options tailored to different product formulations, branding requirements, and market positioning strategies. Our scale-up program allows brands to start with smaller product launches and seamlessly scale to high-volume automated runs.
Quality management at Hangzhou Ariqa Fashion Co., Ltd. is governed by international standards to ensure our products can be imported smoothly into any jurisdiction. We maintain strict control over raw materials, processing agents, and finished goods to meet global safety standards.
Our raw plastics (including PET, PP, and PE) and silicone components are certified to FDA food-contact standards. This is crucial not only for skincare but also for secondary applications like baby food juice pouches and medical device components, where biocompatibility and low-extractable profiles are legally mandated.
For products entering the European Union, compliance with REACH (Registration, Evaluation, Authorisation and Restriction of Chemicals) and RoHS is standard. Our plastic formulations, dyes, and printing inks are verified to be free from heavy metals, phthalates, and Substances of Very High Concern (SVHC), protecting end consumers and simplifying global compliance filings.
Our production facilities operate under ISO 9001 quality management systems. Every production batch undergoes strict quality control checks, including:
Inside look at our advanced cleanroom production lines, high-speed injection molding, and assembly systems.








To assist global procurement managers and product developers in navigating packaging selection, our engineering team answers key technical questions:
Discover our eco-friendly Kraft systems, multi-barrier laminate pouches, and luxury glass bottles designed for high-end market appeal.







