Engineered for Melbourne's clean beauty leaders and premium dermatological brands seeking elevated design integrity and structural compliance.


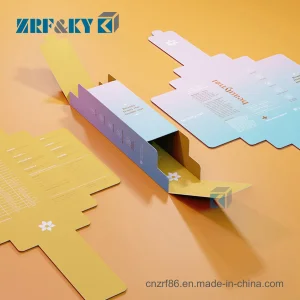
Melbourne stands as the cultural, artistic, and retail heart of Australia’s cosmetic sector. Home to some of the world's most recognizable wellness and clinical skincare names, the local Victorian market has shifted drastically towards highly sustainable, low-carbon-footprint packaging architectures. Sourcing directly from a high-efficiency exporter like Hangzhou Ariqa Fashion allows Melbourne brands to bypass intermediaries, unlocking state-of-the-art tooling options and regulatory-grade barrier materials.
The core challenge for local cosmetic players lies in balancing aesthetics with the Australian Packaging Covenant Organisation (APCO) targets, which dictate that all packaging must be 100% recyclable, reusable, or compostable. Furthermore, Melbourne's local supply chain requires raw materials compliant with NICNAS/AICIS cosmetic formulation compatibility, demanding that packaging components contain zero harmful chemical leachables (such as BPA or plasticizers).
We focus heavily on mono-material technology (such as 100% PE tubes and PP-only pumps) that eliminates metal springs, ensuring Melbourne brands can declare their packaging fully recyclable via standard yellow-lid curbside bins without manual disassembly.
TGA Stability Compliant
Exporting Countries
Quality Defect Rate Limit
Monthly Production Capacity
Bridging the gap between creative Melbourne branding and advanced manufacturing infrastructure in China.
Hangzhou Ariqa Fashion Co., Ltd. is a professional China skincare packaging manufacturer specializing in cosmetic containers, beauty packaging, and customized packaging solutions for skincare, personal care, and cosmetic brands worldwide. With a strong focus on innovation, quality, and brand presentation, we help businesses create packaging that enhances product value and strengthens market competitiveness.
Our comprehensive product portfolio includes skincare packaging containers, cosmetic bottles, jars, airless packaging systems, lotion and serum packaging, beauty packaging accessories, travel-size packaging, and custom-designed packaging solutions. Serving both emerging brands and established global companies, we provide flexible packaging options tailored to different product formulations, branding requirements, and market positioning strategies.
At Ariqa Fashion, we understand that packaging plays a critical role in consumer purchasing decisions and brand recognition. Our experienced design and engineering teams work closely with customers to develop attractive, functional, and market-oriented packaging solutions. From concept development and structural design to decoration, labeling, printing, and final production, we provide complete packaging support throughout the product development process.
Our manufacturing operations are supported by advanced production equipment and strict quality management systems, ensuring consistent product quality, durability, and performance. We carefully select materials and production processes to meet international quality standards while supporting customers' sustainability goals through recyclable and environmentally conscious packaging options.
In addition to standard packaging products, we offer comprehensive OEM and ODM services, including custom molds, private label packaging, color matching, surface finishing, and branding solutions. Our flexible manufacturing capabilities enable us to accommodate both small-scale product launches and high-volume production requirements.
Serving clients across North America, Europe, Southeast Asia, the Middle East, and other international markets, Hangzhou Ariqa Fashion Co., Ltd. is committed to delivering innovative skincare packaging solutions, reliable service, competitive pricing, and long-term partnership value. Our mission is to help beauty and skincare brands succeed through premium packaging that combines aesthetics, functionality, and market appeal.
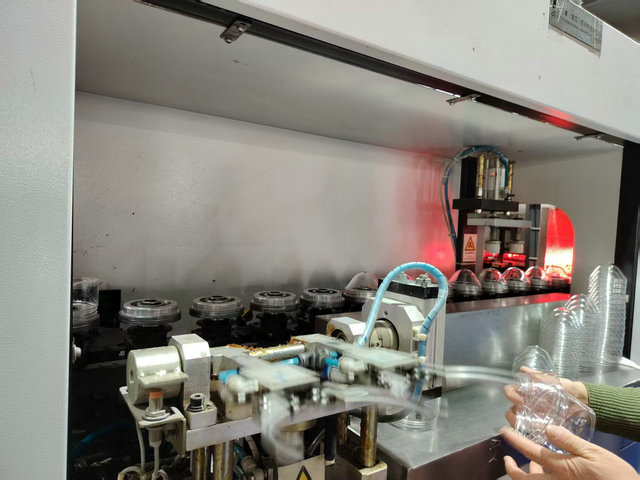
Inside our production facility: advanced dust-free injection molding shops, automated assembly lines, and mechanical stress test labs.








Detailed breakdown of material properties designed to survive Melbourne's strict environment and logistics.
We offer 30% to 100% PCR-PP and PCR-PET solutions certified by GRS (Global Recycled Standard). These help reduce virgin plastic dependency and carbon footprints, positioning your brand as a true eco-pioneer.
Historically, pumps required stainless steel internal springs which ruined recycle streams. Our patented all-plastic pumps are 100% recyclable, using integrated resin spring systems for perfect circularity.
For Melbourne's active organic formulations, we supply pharmaceutical-grade borosilicate and colored UV-protectant glass. Excellent chemical inertia prevents breakdown of active serums or organic oils.
Supporting Melbourne's internal factories and co-packers with fully integrated filling equipment and raw packaging materials.



Our structured plan to upgrade cosmetic packaging systems, aligning global supply chains with Australia's upcoming 2025 eco-mandates.
Optimizing production lines to process food-grade Post-Consumer Recycled resins without sacrificing surface finish or mechanical integrity. Ensuring Melbourne brands comply with eco-conscious consumer expectations.
Developing next-generation thin-film plasma barrier coatings to prevent the migration of volatile essential oils without resorting to non-recyclable multi-material laminate barriers.
Implementing ultra-thin NFC and RFID tracking indicators to secure supply chains, verify authentic formulations, and offer interactive consumer experiences directly from Melbourne retail shelves.
Select premium packaging types, customized dimensions, and materials ready for Melbourne air & sea delivery.







Our shipping channels from our manufacturing hub in Hangzhou directly to the Port of Melbourne (and our local warehouse partnerships) guarantee rapid sea-freight transit times of 18-24 days. Working with experienced brokers who understand the Australian Border Force (ABF) biosecurity protocols, we ensure your wood-pulp paper products and wood-capped cosmetic containers are appropriately certified and fumigated when necessary to prevent border clearance delays.
Every production batch undergoes strict differential vacuum leak testing (at -0.08 MPa to simulate flight conditions between Melbourne and global markets), automated spectrophotometric color matching to hold Delta-E deviations under 1.0, and chemical compatibility stress tests using your specific formulations.
We provide full documentation required for Australian TGA listings, including comprehensive SDS (Safety Data Sheets) for plastics, heavy metal screening certificates, and certified declarations of raw materials to assure local safety boards of packaging safety.
Detailed insights into sourcing, compliance, material characteristics, and shipping cosmetics containers to Victoria.
Yes. Our frosted glass serum bottles and customized PP/PET jars are constructed using pharmaceutical-grade, chemically inert resins and borosilicate glass. This ensures zero leaching or chemical migration when packaging formulations containing high percentages of active ingredients like Vitamin C, Retinol, or organic essential oils.
We actively support local sustainable goals by manufacturing mono-material packaging (such as our 100% PE lotion pump tubes) and incorporating Post-Consumer Recycled (PCR) plastics up to 100%. These solutions can be thrown straight into domestic recycling streams without requiring mechanical sorting or complex disassembly.
Our MOQs depend on customization requirements. For standard items with custom silkscreen or hot-stamping printing, our MOQ typically starts at 5,000 units. For fully customized structures requiring new molds, MOQs usually start at 10,000 to 20,000 units depending on the size and shape complexity.
We offer flexible freight options (FOB, CIF, or DDP). For DDP shipments, we manage the entire process, including Australian customs clearance, biosecurity compliance (mandatory for bamboo/wooden components), and local transport directly to your warehouse in Melbourne or external third-party logistics (3PL) partners.
Yes. We use advanced spectrophotometers to achieve precise matching with Pantone codes or your target physical control samples. We hold color deviations within an industry-leading Delta-E value of less than 1.0 across different plastic materials, glass coatings, and printed paper boxes.
Get in touch with our packaging engineering team to receive complimentary product samples, custom tool design quotes, and structural optimization consulting.
Send Inquiry Now

